Корзина (0)
Закрыть

Вспомогательные приспособления для кантования
Вспомогательные приспособления хранят и эксплуатируют обычно так же, как и все стропальные и грузозахватные средства.
Примеры кантования деталей типа дисков приведены на рис. 1. Кантование производится за грузовые струбцины цепными стропами краном. Опускать диск рекомендуется на деревянную подкладку (брусок).
Кантование корпуса в вертикальной плоскости на 180° для установки на расточной станок показано на рис. 2. Для кантования на фланец корпуса устанавливают две технологические скобы на расстоянии 30° друг от друга по окружности. Застропить за скобы крюками стропов. Поднять корпус, подложить деревянный брус, опустить корпус наклонно, оперев его на брус. Снять технологические скобы. Застропить двумя крюками за отверстия лап. Поднять корпус и повернуть его в вертикальное положение, а затем опустить на фланец. Застропить за отверстия лап тремя стропами или трехветвевым стропом с крюками и транспортировать на станок.
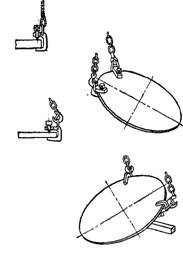
Рис. 1. Схема кантовки деталей типа дисков
На рис. 3 показана схема кантования сферической крышки с фланцем. Для поворота крышки следует захватить крюками за два ушка крышки (положение 1) и приподнять крышку (2), затем опустить на деревянный настил (3) или установить на два деревянных бруска, опустить крышку фланцем вниз на деревянные подкладки. При дальнейшей транспортировке застопорить трехветвевым стропом с крюками за три ушка крышки.
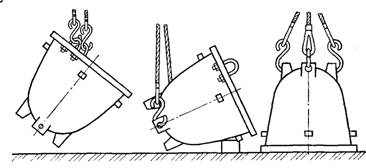
Рис. 2. Кантовка корпуса в вертикальной плоскости на 180° для установки на расточной станок
Для кантования секции ячейкового вала с горизонтального положения в вертикальное (рис. 4) можно использовать инвентарный ломик диаметром не менее 40 мм (положение 11). Секция за ломик приподнимается и устанавливается на деревянный брусок (2), затем одевается на крайнюю приподнятую секцию хомут (3), за который производят строповку двухветвевым стропом. Поднимают секцию вала до вертикального положения (4) и устанавливают на настил. Затем за хомут стропят трех-четырехветвевым стропом и транспортируют (5).
Строповка пуансона массой 36 т показана на рис. 5. К корпусу пуансона привариваются два технологических ушка, за которые стропят корпус. Диаметр каната стропов 26 мм. Застропку производят в 8 ниток и далее приподнимают, переворачивают и устанавливают на деревянный брусок.
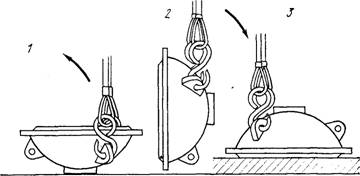
Рис. 3. Кантовка сферической крышки с фланцем
Часто на производстве в литейных цехах приходится кантовать опоки как при сборке форм (кантование полуформ), так и формы в сборе для установки их под заливку. На рис. 6 показана схема кантования полуформы на траверсе с цепными стропами и упором, закрепленным в основании кантовальной площадки.

Рис. 6. Кантовка полуформы
Кантование с помощью крюка вспомогательного подъема крана показано на рис. 7. Кантование полуформы производится бесконечными стропами. На крюк основного подъема подвешивается траверса с двумя бесконечными стропами, которые захватывают цапфы опоки. За поперечное ребро опоки заводят крюк одноветвевого стропа, петлю которого одевают на крюк вспомогательного подъема и включают подъем. Строп поднимается, как показано стрелкой, осуществляя поворот опоки.
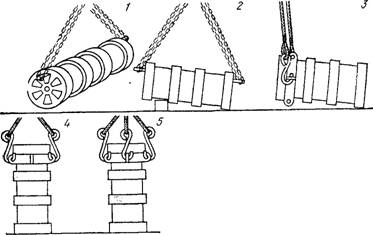
Рис. 4. Кантовка секции ячейкового вала из горизонтального положения в вертикальное

Рис. 5. Кантовка пуансонов
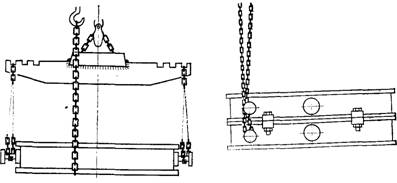
Рис 8 Строповка и кантовка опок, спаренных для вертикальной заливки
Рис. 7. Кантование полуформы бесконечными стропами с помощью крюка вспомогательного подъема крана
Кантование опоки в сборе для вертикальной заливки производят двумя парами цепных или канатных стропов (рис. 8). Захват производят за одну пару цапф нижней полуформы, пропуская цапфы верхней полуформы внутрь. При подъеме краном опок они устанавливаются в вертикальное положение и ставятся под заливку.
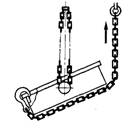
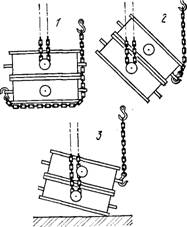
Рис. 9. Кантовка спаренных (болтами) опок и опок с четырьмя цапфами двумя крюками
Кантование опок в сборе на болтах на 180° можно проводить с помощью крана с дополнительным подъемом или двумя кранами (рис. 9). На цапфы верхней полуформы одевают две пары цепных или канатных бесконечных стропа. В проушину нижней полуформы вставляется крюк одноветвевого стропа, который под нижней полуформой огибает опоки и петлей одевается за крюк дополнительного подъема крана (положение 1). Основным подъемом крана опоки приподнимают и включают дополнительный подъем (2). Затем опоки опускаются на заливочный участок под заливку (3). Предлагаемые схемы кантования позволяют избежать толчков и обеспечивают надежность операции кантования и устраняют возможность разрушения или повреждения деталей и форм.